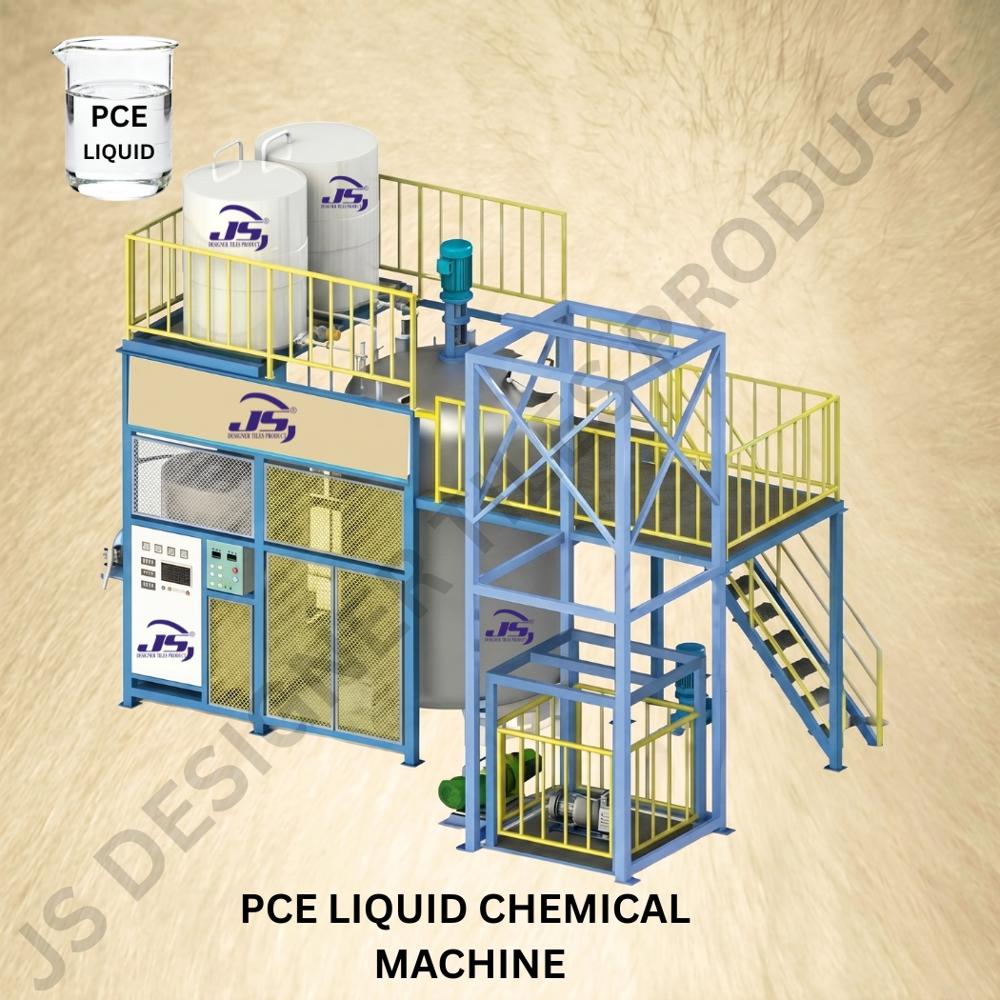
About PCE LIQUID CHEMICAL MACHINE
Experience the valorous innovation of the PCE LIQUID CHEMICAL MACHINE-a blue-ribbon, best-seller solution crafted for the wondrous demands of industrial chemical handling. This robust bargain delivers precise dosing and effortless mixing, with capacities up to 1000 liters/hour and seamless digital PLC-based automation. Built from durable, chemical-resistant materials and featuring an LCD/LED operation display, leak detection sensors, and IP65 protection, it ensures optimum safety. Floor-mounted, CE-certified, and suited for diverse chemical applications, this is your top-tier, new standard in automatic liquid chemical management.
Advanced Performance & User Directions
The PCE LIQUID CHEMICAL MACHINE is designed for effortless operation-simply connect to the supply, set the digital PLC controls, and monitor real-time status on the LCD/LED display. Its competitive advantages include customizable inlet/outlet sizes, IP65 protection, and emergency shut-off. Extra features like leak detection sensors and robust skid-based installation elevate both safety and durability, making it a wise choice for precise liquid chemical handling.
Samples, Packing, & Ready Dispatch from Stock
Samples of the PCE LIQUID CHEMICAL MACHINE can be arranged for verified evaluation before purchase. Each unit is packaged securely and tailored to withstand safe transport, ensuring readiness for swift dispatching from stock. FOB port options are available for flexible logistics. Proposal amounts are customized, and as a reliable exporter, supplier, and manufacturer, we prioritize quick delivery and smooth order management to meet your industrial requirements.
FAQ's of PCE LIQUID CHEMICAL MACHINE:
Q: How does the digital PLC-based control system enhance the operation of the PCE LIQUID CHEMICAL MACHINE?
A: The digital PLC-based automation allows precise setting of dosing and mixing parameters, real-time monitoring, and error-free execution. Operators benefit from intuitive, programmable controls and enhanced operational efficiency.
Q: What safety features are integrated into the machine for industrial chemical handling?
A: Key safety features include an advanced leak detection sensor and emergency shut-off system, both designed to quickly address irregularities and prevent hazards during operation.
Q: Where should the PCE LIQUID CHEMICAL MACHINE be installed for optimal performance?
A: Install the machine indoors in a dry, ventilated environment on a stable floor, utilizing its skid-based mount for enhanced stability and compliance with safety norms.
Q: What are the primary applications for this liquid chemical machine?
A: It is mainly used in industrial processes for precise mixing, dosing, and transfer of various liquid chemicals, ensuring efficient chemical management in manufacturing and processing facilities.
Q: How can I request a sample or packaging details for the PCE LIQUID CHEMICAL MACHINE?
A: You can request a sample or specific packaging details by contacting our sales team. We provide tailored packaging solutions and swift arrangement of samples for evaluation.
Q: What benefits make the PCE LIQUID CHEMICAL MACHINE stand out from competitors?
A: The machine boasts best-in-class automation, robust safety systems, chemical-resistant construction, customizable inlets/outlets, swift installation, and CE certification, making it a top-value investment in industrial liquid chemical handling.


 Send Inquiry
Send Inquiry






 Send Inquiry
Send Inquiry Send SMS
Send SMS Call Me Free
Call Me Free
